
Each valve design is type-tested before entering the line of duty. The qualification confirms that the cylinder valve has compatible materials of construction, suitable dimensions, strength, pressure, flow capability, and functional reliability over its intended design lifetime.National and international standards specify valve design and type testing requirements, presented in five parts.
Additional tests are required to qualify the Residual Pressure function and the Pressure Relief Device (if applicable).
Valves must operate without leakage between −20 °C to +65 °C, which they are likely to see in service. Valves in closed condition for transport and storage must be leak-tight across the valve seat at −40 °C.
Metallic and non-metallic materials in contact with the gas must be chemically and physically compatible with the gas / each component of the gas mixture.
Valve inlet and outlet connections need to conform to a recognized standard. The valve inlet thread needs to match the cylinder neck thread and the respective valving torque. Valve outlet connections are standardized for different gas types and not interchangeable. Valve external dimensions must ensure that its features are not obstructed and easily accessible during use.

The test aims to check the structural integrity of the valve using compressed air at two times the maximum service pressure. The valves are deemed to have passed the test if they are free from any leakage, deformation and remain functional.
The test ensures that the valve has sufficient inherent strength to withstand an impact that may occur in service. The test is carried out with the valve in closed condition fitted into a cylinder neck.
The test valve is struck by a 13 mm diameter hardened steel ball having a minimum velocity of 3 m/s and impact energy (in Joules) numerically equal to at least 3.6 times the maximum total package mass of the cylinder, valve, and permanent attachment(s) in Kilograms. Thus, the total package mass of 100 kg requires an impact test with 360 J.
The valve is deemed to have passed the test (distortion is permissible) if it withstands an internal tightness test at valve test pressure and remains capable of being opened for emergency venting purposes.
The test verifies if the valve inlet has adequate mechanical strength, and the internal passage is not too large. This ensures the valve body’s resistance to shearing during installation.
An anchored steel test rig of the same inlet thread is used for this test and involves using a torque spanner to tighten the valve body in the rig at 1.5 times the maximum torque specified for that connection/material.
The valve is considered passed if there is no sign of cracking or permanent deformation of the valve body or cracking of the valve inlet.
The purpose of this test is similar to the proof pressure test and carried out using hydrostatic pressure at 1.5 times the valve test pressure with the valve in the open position. The valves are deemed to have passed the test if they are free from leakage, without any permanent visible deformation or burst.

The purpose of this test is to check that the valve operating mechanism has adequate strength and fails safely if subjected to excessive torque.
The test to failure involves subjecting samples to increasing torques in both open and closed directions until the operating mechanism fails (Tf). The valves pass the test if a mechanical failure occurs beyond the minimum failure torque and if the failure does not result in the ejection of valve components.
Additional samples are used to determine the level of torque that the valve operating mechanism can tolerate. This torque must be higher than the specified over torque (To) value for the valve design.
For wheel operated valves To = D × 20/65 in Nm where D is the diameter of the handwheel in mm.
For key-operated valves, To = Tf/1.25, where Tf is the lower value of opening or closing torque applied to the valve operating device to obtain mechanical failure of the valve operating mechanism and/or valve operating device.
The valves are deemed to have passed the test if, at To, the valves can work without noticeable difficulties and do not have damage to any valve component.
At least five samples are tested to ensure they do not show leakage across the valve seat and the gland sealing system beyond the maximum allowable leak rate (generally 6 cm3/h).
The endurance test aims to determine if the valve sealing devices can withstand 2,000 opening and closing cycles at valve test pressure.
Samples from the leak tightness tests are used for this test. The initial and final closing torque allowed at the end of 2000 cycles depends on the operating mechanism type.
The valves are deemed to have passed if the subsequent leak tests at the room, lowest and maximum temperatures are successful. A visual examination is carried out to ensure that no components are displaced.
The purpose of this test is to determine cylinder charging/discharging rates and evacuation times by measuring the flow capacity (flow coefficient or Cv) of the cylinder valve using air.
The flow capacity is determined by applying the formulas given below to measure the values of Pressure, temperature; and gas flow rate.
Sonic flow: 
Subsonic flow: If 
Where:
Q = Flow in ft3/hr at 1 atm
T = Inlet gas temperature absolute °R (°F + 460)
G = Specific gravity of air = 1
P1 = Inlet pressure in psia
P2 = Outlet pressure in psia
The valve must have an adequate flow for the intended application.
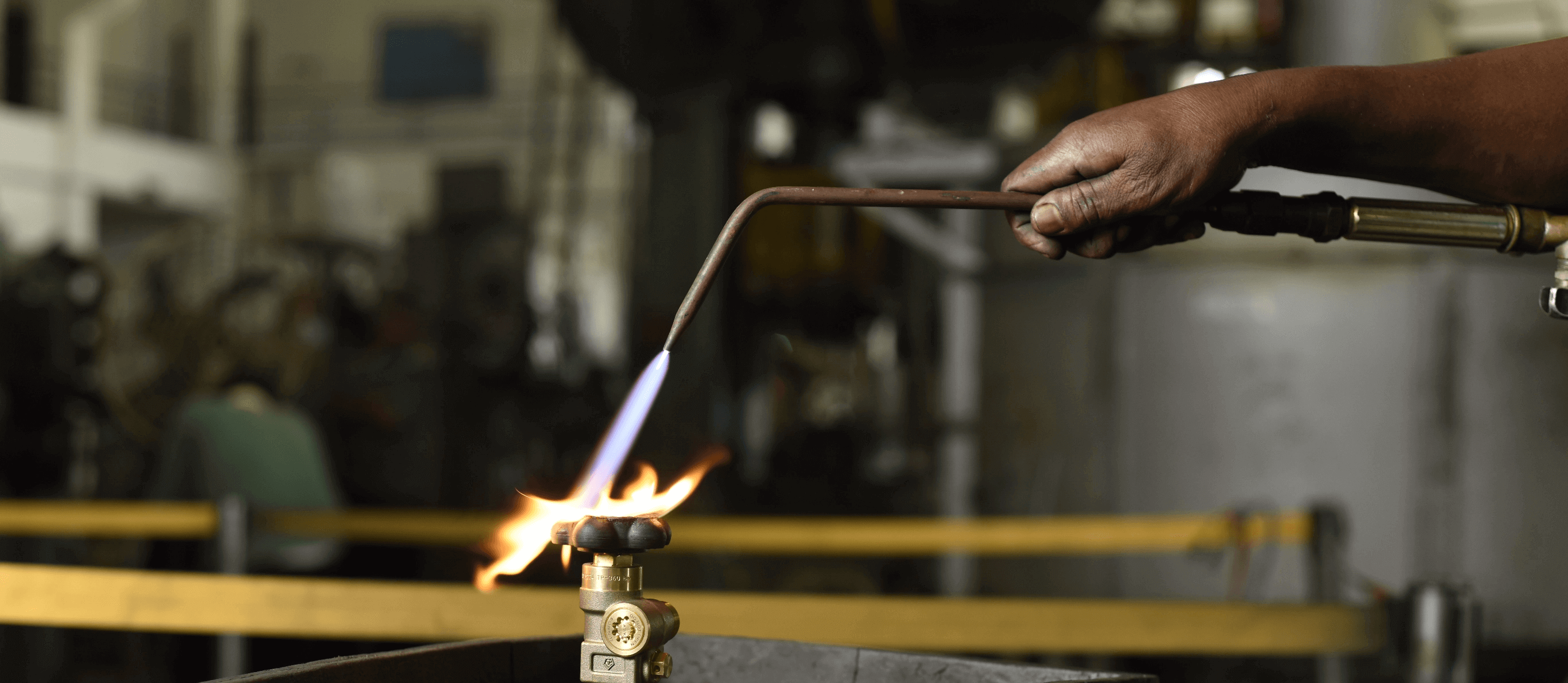
The purpose of this test is to check if the valve can still be closed after the valve operating device (e.g. handwheel) has been exposed to a fire.
The test involves exposing and engulfing the valve operating device of the test sample in the open position for 1 min to an 800 °C and 1000 °C flame of 150 mm length.
The valve is deemed to have passed the test if it is possible to close the valve by hand or tool after cooling.

These tests determine the ability of the valve body to resist cracking due to stress corrosion. Stress corrosion tests may be done to check residual stress before assembly or applied stress on the valve assembly.
The most common method for determining residual stresses in the valve body is subjecting it to a Mercurous Nitrate solution.
The most common test for determining applied stresses in an assembled valve is subjecting it to a moist Ammonia vapor chamber for 10 days.
The valve is deemed to have passed the test if there is no visual crack.
This test exposes the internal gas-wetted components of the valves to a wet, corrosive environment to check the ability of the valve operating mechanism to resist corrosion. The test involves the periodic operation and leak checking of the valve during the testing.

OPST is carried out on valves used for gases having an oxidizing potential greater than air and verifies the valve design’s resistance to ignition due to adiabatic compression during oxygen filling.
Three samples are subjected to adiabatic compression using oxygen heated at 60 °C and applying 20 pressure shocks by increasing the pressure from zero to the maximum test pressure in 20 ms in the filling direction.
The valves are deemed to have passed the test if the valves and non-metallic components do not show any traces of ignition, displacement, or breakage.
This test is carried out to ensure the operating mechanism can withstand an acetylene flashback. The valves are deemed to have passed if the valves pass hydraulic test at 909 bar and are leak tight after removing the soft seat from the spindle assembly.

Let us know how can we help you with your existing or future requirements, and our team shall get in touch with you. Visit the Contact Us page for inquiry form.